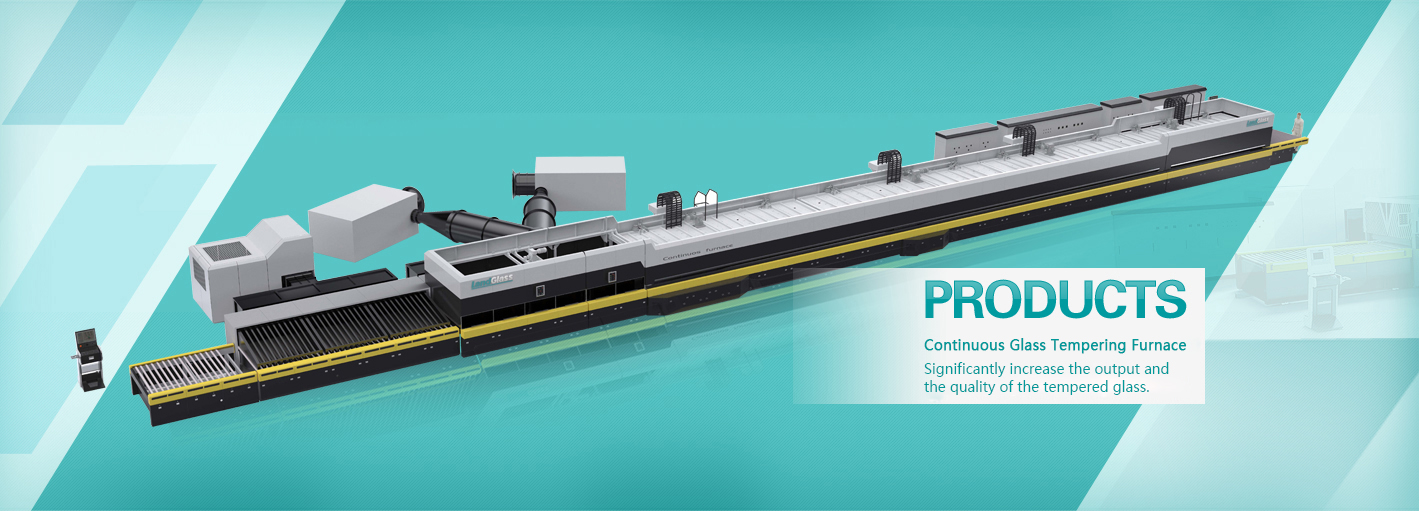
LandGlass continuous glass tempering units employ the current internationally advanced technologies of drive, heating and control, and conduct the tempering process on the glass by the continuous feed (discharge) production manner The production manner may be adjusted flexibly according to the size and the product features of the glass, not only maximizing production efficiency, but also greatly improving the quality of tempered glass. Currently, LandGlass has two series of continuous tempering furnaces, namely LD-ALJ continuous flat glass tempering unit and LD-BLJ continuous bending glass tempering unit.
The forced convection continuous flat tempering furnace of LD-ALJ series is applicable to the tempering process of high-quality and massive flat glass with similar specifications for building and furniture industries.
The forced convection continuous bending glass tempering furnace of LD-BLJ series is particularly suitable for processing massive and high-quality bent tempered glass, such as side window glass of automobiles, and bent tempered glass for home appliances and furniture, which truly achieves high yield, high quality and low cost.
R&D
Advantage
It has high production efficiency and low energy consumption, and can meet higher requirements on optical performance of tempered glass. The glass is heated to the temperature required for tempering directly at the preset speed and as per the set temperature curve until discharged from the furnace without being swung back and forth in the furnace during production. It reduces the possibility of roller bed scratches during reversing of the glass, and the temperature rise process of glass is easier to control.
Technical characteristics of LD-AL series:
(1) continuous production
The greatest characteristic of this manner is that the feed table runs continuously at a set speed all the time. Therefore, it's only required to put the glass on the feed table uninterruptedly during operation. The variable movement (drive manner of uniform low speed-uniform acceleration-uniform high speed-uniform deceleration-uniform low speed) of glass is achieved during heating, tempering and cooling via the changes in diameters of main drive pulleys and output speed of main drive motor. The movement of the glass is continuous and uninterrupted in the whole process. Thus, its production efficiency is highest. The production mode can maximize the production efficiency. After the glass enters the furnace, the drive speed gradually increases from a certain set position of the heating furnace to the predetermined position to complete the process of uniform acceleration. At the same time, the line speed of roller bed increases to the set discharge speed. Then, the roller bed runs at this speed constantly till discharge.
(2) Continuous multi-combined production manner under the logical servo control mode
After the glass enters the furnace, the glass's speed is increased from the entering speed to the discharge speed quickly in batches from the set position of the furnace with the speed adjustment and transition of logical servo motor, which ensures the movement consistency of each batch of glass in the furnace and avoids scratch of large-sized glass. Therefore, this production mode can not only meet the very high quality requirements of tempered glass, especially the tempering process of large-sized and heavier tempered glass, but also ensure the maximum production efficiency. When in use, the production mode may be changed and selected flexibly according to the glass orders and quality requirements. Glass is driven at this speed constantly from the discharge end of the heating furnace to the front roller beds of high-pressure section and medium-pressure tempering section of the air grid. The drive speed decreases constantly from the predetermined position of medium-pressure tempering section to a certain position to complete the deceleration process. The speed will drop to the same speed as that of the feed table, and the subsequent low-pressure cooling section and the discharge table drive at this speed. The operator can take the glass down from the moving discharge table, pack them for storage.
Technical characteristics of LD-BL series:
The glass sheets are placed on the feed table continuously at certain intervals. Under the program control, the glass is automatically transferred to the heating furnace in sequence and heated to the tempering temperature. They are formed and tempered while leaving the heating furnace through the high-pressure bending tempering section. The formed glass is completely tempered and cooled in the medium-pressure tempering section and the low-pressure cooling section, and finally inspected and packed on the discharge table. The drive system of equipment achieves the variable movement of glass required for heating, tempering and cooling processes via the changes in diameters of drive pulleys and output speed of each drive motor, thus achieving continuous bending tempering production. After glass enters the furnace, the drive speed gradually increases from a certain set position of the heating furnace to the predetermined position to complete the process of uniform acceleration. At this time, the line speed of roller bed increases to the set discharge speed. Then, the roller bed moves at the speed constantly until discharge. After the high-pressure tempering section completes the bending process and the arcing action, the radian keeps constant and there is no need for repeated arcing. When the heated glass enters the high-pressure bending tempering section, the upper and lower roller beds which run synchronously roll and form the glass. Then, the glass is rapidly tempered and transferred to the medium-pressure tempering section, and in this process, the glass does not need to be swung back and forth. After leaving the high-pressure tempering section, the formed glass enters the medium-pressure tempering section and the low-pressure cooling section to complete the final tempering and cooling process, and finally discharged, inspected and packed on the discharge table.
The arcing mechanism of LD-BL mainly consists of T-shaped plates, arc adjustment drive sprockets, high-precision screws, positioning nuts, connecting rods, etc., and each T-shaped plate arcs actively with high arcing precision and good repeatability. Each arcing device has a separate fine adjustment mechanism which can improve the accuracy of curvature via fine adjustment when necessary.
Arcing characteristics:
During forming, tempering and cooling, there is no need to swing the glass, which truly achieves continuous production and greatly improves the production efficiency. The tempering and cooling fans are in active working condition all the time without frequent startup, which greatly reduces the energy consumption and prolongs the service life of the fans. The upper and lower roller beds of bending tempering section are arranged at unequal intervals and drive synchronously. The upper and lower roller beds roll and form the glass passing through them to ensure accurate arcing. Arcing motion of the arcing mechanism is accomplished under the control of the servo system. With the change of product radius, the arcing adjustment can be precisely accomplished just through entering the pulse corresponding to the arcing radius via the human-machine interface. The upper air grid and upper roller bed are controlled by the servo motor, and can be lift separately. The glass can be cleaned up conveniently and timely even if the glass is broken accidentally in the process of air cooling. At the same time, it's convenient for the maintenance of the equipment. The cooling air grid employs the air knife and air hole combined air-out manner to ensure more uniform blowing, which can effectively eliminate wind spots and improve the tempering quality and optical quality of the glass.
TECHNICAL PARAMETERS
- LD-AL JetConvection
- LD-BL JetConvection
-
Productivity is calculated on 4mm clear glass with 100% loadage. Actual productivity is subject to glass types, sizes and loadage. Not all types are listed here due to limited space.LD-AL JetConvection Continuous Flat Glass Tempering Furnace Types Max.
dimensionMin.
dimensionGlass
thicknessProcuctivity
(m2//h)Installed
capacity(KVA)A1225L24J 1200X2500 100X350 3-6/4-8 295 1600 A1230L24J 1200X3600 100X350 3-6/4-8 306 1600 A1525L24J 1500X2500 100X350 3-6/4-8 357 2000 A1530L24J 1500X3000 100X350 3-6/4-8 368 2000 A1625L24J 1600X2500 200X350 3-6/4-8 388 2500 A1630L24J 1600X3000 200X350 3-6/4-8 398 2500 A1730L24J 1600X3000 200X350 3-6/4-8 418 3000 -
Productivity is calculated on 3.2mm clear glass. Actual productivity is subject to glass types, sizes and loadage. Not all types are listed here due to limited space.LD-BL JetConvection Continuous Bent Glass Tempering Furnace Type Max. Loading
DimensionMin. Loading
DimensionThickness Min. Radius Productivity
(pcs / h)Installed Capacity
(KVA)B1208LJ 1250xARC800 150xARC300 3.2-4 1200 450 2500 B2008LJ 2000xARC800 150xARC300 3.2-4 1200 450 3000